Фрезерный широкоуниверсальный станок 67K25ПФ2 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять, также, сверление и рассверливание, долбление, цекование, зенкерование, развертывание, растачивание. Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Модель с TNC (Heidenhain) и ручным управлением. На станке возможна обработка деталей по программе в системе прямоугольных координат (X, Y, Z - одновременное перемещени только по одной оси ) горизонтальным или вертикальным шпинделем. Наличие различных приспособлений позволяет производить сверлильные, расточные и долбежные операции.
- Станок оснащен большим количеством принадлежностей, расширяющих технологические возможности станка.
Фрезерный широкоуниверсальный с ЧПУ станок 67К25ПФ2 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя.
На станке можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.
Станок применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Станок оснащен системой программного управления и предназначен для обработки деталей по программе в системе прямоугольных координат горизонтальным и вертикальным шпинделями.
Рациональное построение главного привода с короткой кинематической цепью (на 12 верхних ступенях участвуют две передачи, а на шести нижних — три передачи) способствует повышению его КПД и снижению шума.
В станке имеются бесступенчатое регулирование подач, механизированный зажим инструмента и направляющих, прямоугольные направляющие на всех направлениях перемещения. Нижнее крепление винта вертикального перемещения обеспечивает ход 450 мм при относительно малой высоте станка. Поворотный маховик вертикального перемещения улучшает эргономику и расширяет технологические возможности.
Инструментальный широкоуниверсальный с ЧПУ фрезерный станок состоит из отдельных сборочных единиц. На чугунном основании закреплена стойка, где монтируются все основные узлы станка. По горизонтальным направляющим стойки перемещается фрезерная бабка, к которой крепятся: вертикальная головка, хобот, коробка скоростей и пульт управления. По вертикальным направляющим стойки перемещается суппорт, а по его горизонтальным направляющим - салазки.
К нижней части стойки крепится двигатель подач. Для расширения технологических возможностей станка к нему прилагается большое количество принадлежностей. К вертикальной базовой плоскости салазок крепятся угловой или универсальный стол, служащие для установки обрабатываемых изделий. Для делительных работ служат круглый стол и делительная головка, которые могут устанавливаться как на угловом столе, так и на вертикальной плоскости салазок. Для долбежных работ предназначена долбежная головка, которая крепится на фрезерной бабке. Быстроходная головка имеет свой привод и крепится также к фрезерной бабке. Инструмент крепится в конусах шпинделей. Зажим инструмента в фрезерной и вертикальной головках механизирован.
Коробка скоростей
Коробка скоростей собрана в специальном корпусе 4.
Корпус крепится фланцем к торцу фрезерной бабки, а фланцем 9 коробка входит в центрирующее отверстие бабки. Коробка скоростей состоит из четырех валов и блоков зубчатых колес, перемещение которых позволяет сообщать шпинделю восемнадцать различных скоростей. Переключение скоростей осуществляется механизмом переключения.
Для изменения скорости рукоятку переключения скоростей 2 необходимо опустить вниз. При этом диски 10 и 12 под действием пружины II разводятся. При повороте грибка набора скоростей 3 и связанных с ним дисков изменяется положение отверстий дисков относительно пальцев 13, чем производится подготовка для переключения скоростей. Затем рукояткой переключения 2 диски сводятся в первоначальное положение. Тогда пальцы 13, перемещаясь, при помощи рычагов переведут блоки шестерен коробки скоростей. При переключении возможно, что торцы зубьев, зацепляемых шестерен, совпадут и диски не сведутся. В этом случае необходимо нажать кнопку "Толчок" на пульте.
При переключении скоростей (при отводе дисков) вращение автоматически прекращается.
Цилиндр 5, тарельчатые пружины 6, труба 7 и шомпол 8 предусмотрены для механизированного зажима инструмента. Зажим осуществляется тарельчатыми пружинами б, а отжим - гидроцилиндром 5 при включении гидравлики.
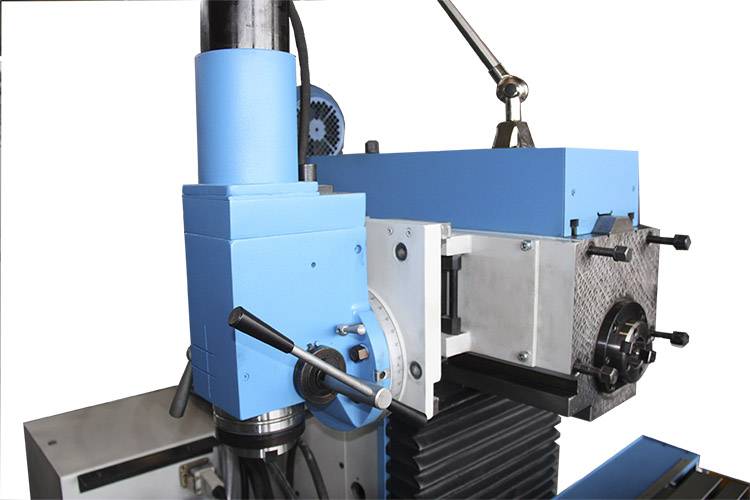
Бабка фрезерная
Фрезерная бабка (рис. 6.6) снабжена прямоугольными направляющими и перемещается по горизонтальным направляющим стойки. В передней части бабки монтируется горизонтальный шпиндель, который приводится во вращение коробкой скоростей, закрепленной фланцем в задней части бабки. К торцу бабки крепится кронштейн 2, в нижней части которого закреплен ходовой винт 5, обеспечивающий поперечное перемещение бабки. На кронштейн 2 крепится главный привод с двигателем 4 и поликлиновой передачей, передающей вращение на коробку скоростей жесткой муфтой 3. Натяжение поликлинового ремня 7 регулируется перемещением корпуса 8 при помощи винта 9. По верхним направляющим бабки перемещается хобот I с поддержкой 6, служащей для фрезерования горизонтальными оправ.
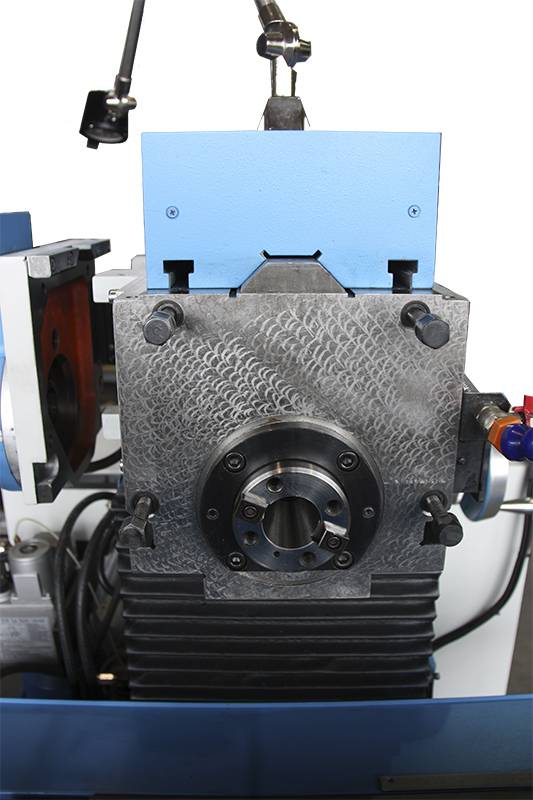
Шпиндель горизонтальный
Шпиндель I монтируется в корпусе бабки фрезерной и получает вращение от коробки скоростей. Передняя и задняя опоры шпинделя - двухрядный роликовый подшипник с коническим отверстием 2 и 4. Осевые нагрузки воспринимаются упорными подшипни 3.
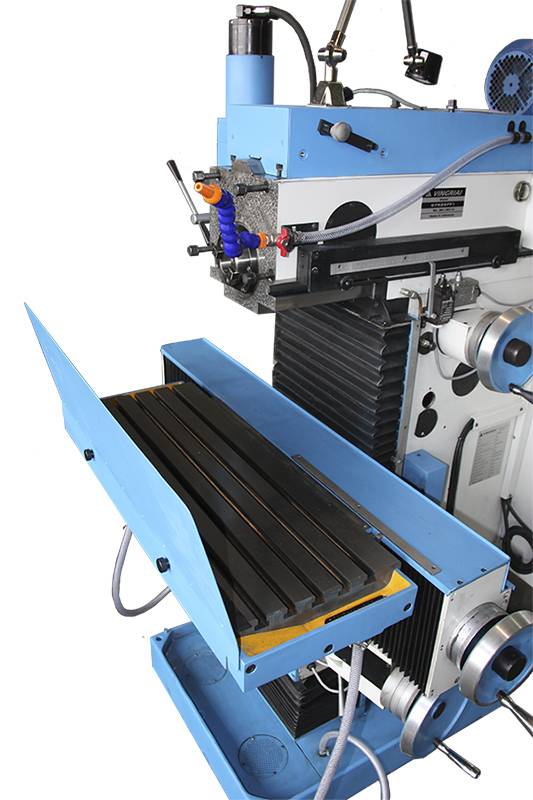
Суппорт станка
Суппорт служит для продольного и вертикального перемещения основного стола механически или вручную. Механическая подача стола осуществляется ходовыми винтами I и 16, получающими вращение при включенных муфтах, от приводного вала 2. Вручную стол перемещается от маховика 12, а суппорт — от маховика II. Маховик II смонтирован в кронштейне 10, который на оси 9 поворачивается относительно неподвижного кронштейна 8 и может быть установлен в удобное для рабочего положение.
Перемещение суппорта контролируется линейкой и лимбом с ценой деления 0,02 мм.
Стойка
Стойка 17 установлена на основании 12 и представляет собой отливку коробчатого сечения, на которой размещены основные узлы станка, связанные между собой кинематическими звеньями. В задней нижней части стойки на плите 15 размещен двигатель 14, вращение от которого через зубчатую пару 13-16, вал 7, муфту II и коническую пару 9-8 передается валу 6. При включении электромагнитной муфты 4 через коническую пару 1-2 на трубу 18 с гай 19 и 20. Маховик 21 служит для ручного перемещения фрезерной бабки.
На станке установлены:
По желанию заказчика станок может комплектоваться быстроходной головкой с электродвигателем М4.
В управлении станком использованы следующие величины напряжений:
| Размер рабочей поверхности стола, мм. | 800х320(горизонтальный); |
| 630х250 (вертикальный) | |
| Наибольшее продольное перемещение стола, мм. | 400 (ось Х) |
| Наибольшее поперечное перемещение шпиндельной бабки, мм | 320 (ось Y) |
| Наибольшее вертикальное перемещение стола, мм. | 440 (ось Z) |
| Расстояние от оси горизонтального шпинделя до поверхности горизонтального стола, мм. | 52 - 592 (с перестановкой стола) |
| Наибольший угол поворота стола в горизонтальной плоскости, град. | - |
| Расстояние от торца вертикального шпинделя до поверхности горизонтального стола, мм. | 10 – 500 (с перестановкой стола) |
| Количество Т-образных пазов | 5 - горизонтальный стол |
| 3 - вертикальный стол | |
| Ширина Т-образного паза | 14Н8 - 1 и 14Н12 - 4 горизонт. стол ; |
| 14Н8 - 2 и 14Н12 - 2 | |
| вертик. стол | |
| Расстояние между осями Т-образных пазов, мм. | 50 |
| Наибольший крутящий момент на шпинделе, Нм | 230 (горизонтал. нп.); |
| 60 (вертикал. шп.) | |
| Количество рабочих подач и регулировка | бесступенчато |
| Продольные и вертикальные подачи стола, мм/мин | 10 - 1250 |
| Пределы подач шпиндельной бабки, мм/мин | 10 - 1250 |
| Конец шпинделя | SK 40 (DIN2080, ГОСТ 24644) |
| Скорость быстрых перемещений, м/мин | 1,8 (оси Х, Y, Z) |
| Пределы частот вращения шпинделя, об/мин | 63-3150 (горизонтал. шп.); 63-3150 (вертикал. шп.) |
| Масса заготовки, кг. | 280 (на вертикальный стол); |
| 200 (на горизонтальный) | |
| Количество скоростей вращения шпинделя | 18 (ручное переключ.) |
| Мощность привода главного движения, кВт | 3 (вертикал. шпинд.) |
| Мощность двигателя подач, кВт | 2,8 |
| Ход шпинделя, мм. | 60 (вертикальной головки) |
| Зажим-отжим инструмента | Механизированный |
| Макс. угол поворота вертикал. головки, град. | +/- 90 |
| Класс точности | П |
| Напряжение питания, В | 380 |
| Габаритные размеры (LxBxH), мм. | 1715 x 1670 x 1865 |
| 2060 х 1750 х 2160 (в упаковке) | |
| Масса, кг. | 1650; |
| (2000 в упаковке) |

Произведено в России. Станки, оборудование и инструмент Российского производства.
Новые станки токарной группы, специальные тяжелые, трубообрабатывающие, фрезерные, станки с ЧПУ.