
Multibond EZ-2 HV - однокомпонентный предварительно катализированный клей на основеполивинилацетатной эмульсии с поперечными связями. Клей является версией клея клея Multibond EZ-2 с повышенной вязкостью. Он применяется в высокочастотных и горячих прессах. Multibond EZ-2 HV характеризуется низкой температурой эксплуатации, что делает его отличной альтернативой при применении в случаях, когда температура в цеху низкая. Имея относительно быструю скорость схватывания, стабильную вязкость и высокий процент сухого остатка, Multibond EZ-2 HV может быть использован для различных клеевых сборок.
Область применения
• В высокочастотных и горячих прессах.
Основные характеристики
– Превосходно работает в холодном климате для склеивания в микрошип и ламинировании на холодном прессе
– Слабоокрашенный клеевой шов
– Низкая минимальная температура использования
Технические данные
• Химическое семейство: Клей на основе поливинилацетатной (ПВА) эмульсии с поперечными связями• Цвет: кремового цвета жидкость• Вязкость (мПа •с): 7000– 12000(4/30/83°F)• Сухой остаток (%): 45.5 – 49.4• Кислотность(pH): 2.6 – 3.5• Удельный вес: 1.09• Вес фунтов за галлон: 9.09• Минимальная температура использования: 45°F/ 7°CУказания по применению:
Влажность: Для склеивания рекомендованный уровень влажности 6-8%. Высокий уровень влажности сильно увеличит время нахождения под прессом. Усадка панели может привести к появлению трещин, разрушению краев. Подготовка склеиваемого материала: Подготовка материала для склеивания чрезвычайно важна. На срезах материала, который распиливается, не должно быть следов от пилы. Кроме того, срезы должны быть прямыми и обрезанными под прямым углом. Готовые соединяемые части не должны иметь засечек. Оплавленные или обгоревшие поверхности препятствуют пропитке клеем и должны быть зачищены. Каждая склеиваемая деталь должна иметь одинаковую толщину. Разнотолщинность не должна превышать 0.12 мм. Зачистку необходимо выполнять наждачной бумагой с зерном выше 59 грит. Желательно, чтобы подготовка материала и склеивание проходила в один день.
Расход клея: Обычно расходуют 170-250 г/м2.Проверку равномерности нанесения клея проверяют по количеству выдавленного клея, когда к панели приложено давление.
Давление: Давление зависит от породы древесины и подготовки швов. Непосредственный контакт между склеиваемыми поверхностями необходим для достижения максимальной силы склеивания. Использование датчика давления поможет в определении точной величины давления, которое наложено на область склеивания. Предполагаемое расположение струбцин для древесины разной плотности составляет 20 – 38 см между собой и 5 см от края панели для равномерного распределения давления вдоль всей длины клеевой линии. Расчет давления прессования можно найти по ссылке
Рекомендуемое давление прессования
| Вид древесины | Давление прессования | Примеры |
| Мягкая древесина | 7-10 кг/см2 | Сосна, Тополь |
| Древесина средней плотности | 9-13 кг/см2 | Гивея, Вишня |
| Твердая древесина | 13-18 кг/см2 | Дуб, Клен |
Время сборки: На время сборки влияет много факторов: расход клея, влажность склеиваемого материала, его пористость, условия окружающей среды и выбор клея. Ориентировочное время сборки от 5 до 10 минут. Желательно увидеть каплю клея, выдавленную по периметру нижней панели в стопке
Время наложения давления: Время наложения давления зависит от используемого клея, формы склеиваемой стопки, влажности материала стопки и окружающих условий. Интервал времени лежит в пределах от 30 минут до более 2 часов. Короткое время требуется в идеальных условиях, когда используется мягкая древесина низкой плотности с влажностью немного меньше 8 – 10% при температуре в цехе 20°С. Большее время требуется для пород древесины с высокой плотностью, высокой влажности и при более низкой температурой в цехе. Рекомендуется, чтобы оптимальное время определялось в реальных заводских условиях, учитывая сезонные изменения.
Машинная обработка/постпроцессные условия: После прохождения минимального времени наложения давления клеевое соединение наберет достаточную силу, и изделие может быть убрано с пресса. Перед последующей обработкой оно должно быть выдержано в течение 24 часов. Три или четыре дня потребуется, чтобы устранить оседание швов, вызванное остаточной влагой линии склеивания.
Минимальная температура применения: Температура отверждения должна быть выше минимальной температуры применения клея. Это касается температуры склеиваемой стопки, температуры воздуха и температуры клея. Если какая-либо из этих температур ниже минимальной температуры применения, то клеевая линия становится белой, меловой. Такие соединения обычно ослаблены
Затвердевание клея в прессах высокой частоты (ВЧ-прессах): Производители считают, что ВЧ-прессы отверждают 480-645 см2 клеевой линии в минуту на киловатт мощности. Клеевые швы нагреваются немедленно после начала цикла отверждения. Время отверждения должно определяться в результате заводских испытаний
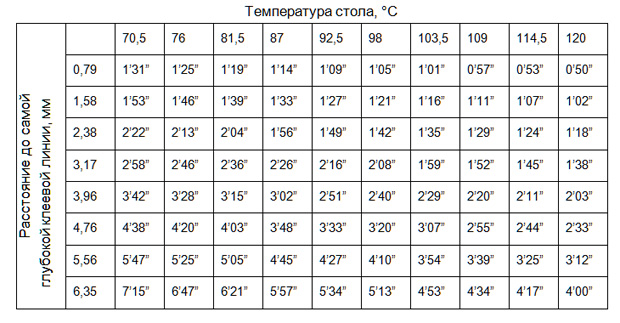
Время прессования в горячих прессах: Время прессования зависит от используемого клея, формы пакета заготовок, влажности заготовок и условий окружающей среды. Эта таблица для горячих прессов дана как рекомендация, отправная точка. При заводских испытаниях она рекомендуется особенно для определения температуры и толщины субстрата сзади этой части.
Очистка: Чтобы легко удалить клей с оборудования, надо, пока клей еще влажный воспользоваться теплой водой (также очищаются клеевые валики и емкости). Для очистки засохшего клея более эффективны пар или горячая вода. Очищающие вещества для клея облегчают очистку.
Одними из самых популярных клеев на современном российском рынке являются те, что изготавливаются под брендом Titebond. Они обладают непревзойденными качествами влагостойкости, могут иметь прозрачную или кремовую структуру. Более 70 лет компания американского происхождения Franklin International поставляет на мировой рынок широкую линейку клеев, которые предназначены для склеивания разной древесины.
Станкоинком является официальным дилером клея Titebond в России. В нашем каталоге товаров Тайтбонд представлена большая часть оборудования официального сайта Tite bond.









